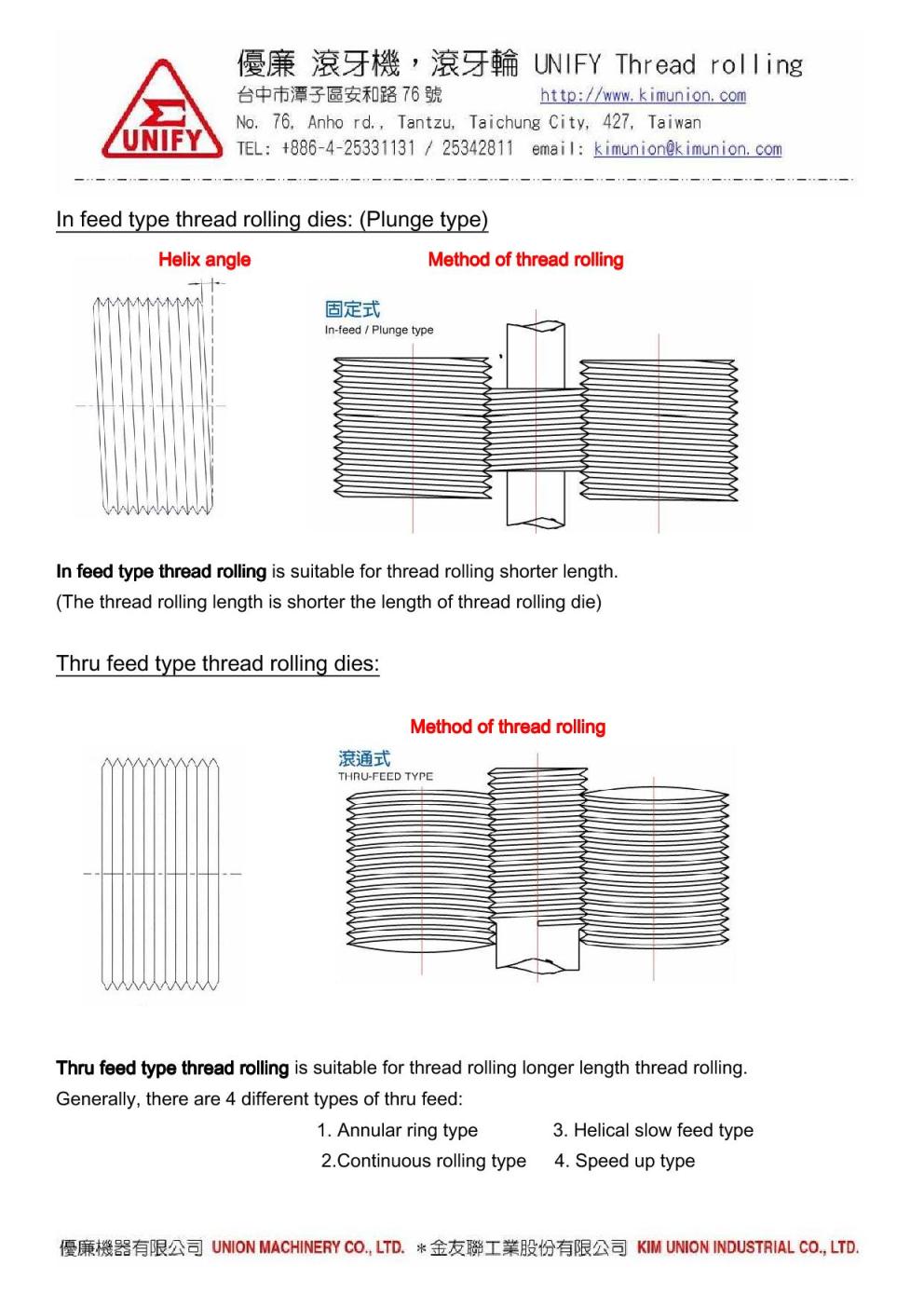
In feed (Plunge) thread rolling dies:
- There are multiple starts (helix angle) at the edge of thread rolling dies.
- The type of thread rolling dies are sutiable to thread rolling of shorter length.
- the thread rolling progress as:
Place a work piece in between of thread rolling dies, the screws are formed by strongly pressing progress, when the right thread rollign die returns, take out the work piece. (the work piece stays at the same rollng point).
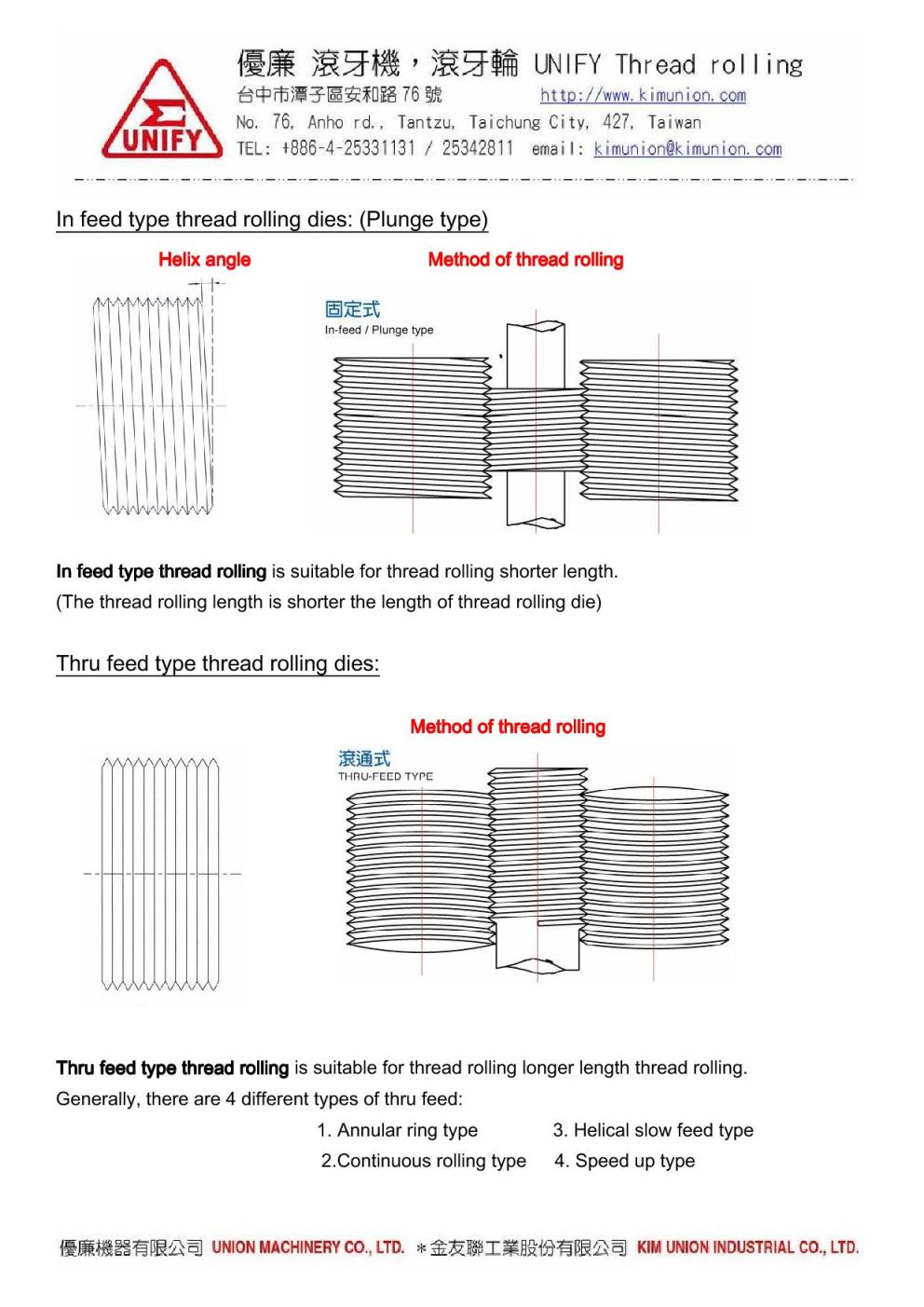
Thru feed thread rolling dies:
- The threads are as the rings on the surface of thread rolling dies.
- The type of thread rolling dies are sutiable to thread rolling longer length of screws. (longer then the length of thread rolling dies)
- The threading progress as:
Set the helix angle with the roller shafts of thread rolling machines first, and insert the thread rolling dies.
1. Place a work piece in between of thread rolling dies, make sure the work piece is clamped by thread rolling dies.
2. The work piece is moving ahead during the thread rolling progress.
3. The screw shape is forming gradually at the end part of thread rolling dies
4. Take out the work piece when the screw shape is well formed.
- There are 4 different types of thru feed as:
1. Annular ring type
2. Continuous rolling type
3. Helical slow feed type
4. Speed-up type
->Choose the most sutiable one for your work piece, or we can suggest you for the case as long as we have your work piece for the study in ahead!